

Tubes are found commonly in all the major sector like marine, industrial these are also asset for oil gas petroleum and other nuclear industries. Inspection of heat exchanges is crucial as it involves examining smallest diameter circles and the number of tubes can vary from one to ten thousand. General defects like corrosion, longitudinal cracks, circumferential cracks when detected early saves great deal of time, also helps to avoid delays due to normal functioning of tubes. Wide range of technology are used for tubing application and its defects.
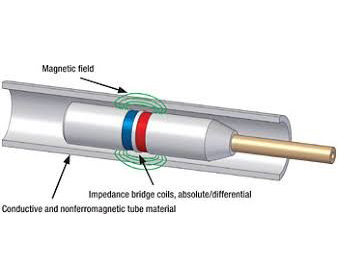
Eddy Current Testing (ECT) is the best way of inspecting tubing made of non-ferrous materials such as austenitic stainless steel, brass, Inconel™, titanium, and copper, for example. Eddy Current Testing (ECT) is based on the use of a probe made of a single coil in which, an alternating current is sent. This generates a circular magnetic field around the coil which then induces eddy currents of the opposite direction into the pipe wall. Discontinuities or loss of wall thickness alter the eddy current flow which translates into a change of impedance in the coil. This can be visualized by the operator giving the indication of a potential flaw.
This technique is mainly used to detect discontinuities or loss of wall thickness of non-ferromagnetic tubes.
Air conditioner tubing applications are slightly different as, by design, they use integral fins to dissipate the heat, rendering it susceptible to circumferential cracking. Furthermore, they use un-finned section (land area) to insert the bundle support plate, increasing inspection challenges.
ECT bobbins are the best solution to inspect the straight integral finned tube section though they remain very limited on circumferential crack detection and at the support plate since the probe signal is drastically affected by the large liftoff variation.
For these reasons, we have dedicated AC probes, with the best AC coil configuration combined with highly durable materials and easy-to-use detachable probe heads. These new sensors allow optimal circumferential crack detection combined with a low liftoff variation impact, enabling detection at the support plate and tube sheet locations, delivering reliable and accurate data.